Wie werden mehrschichtige, gemusterte Glitzer farbenfrohe Acrylblätter laminiert? Mit welcher Art von Kleber oder Prozess wird eine feste Bindung zwischen Schichten gewährleistet?
Vorbereitung vor Laminierung
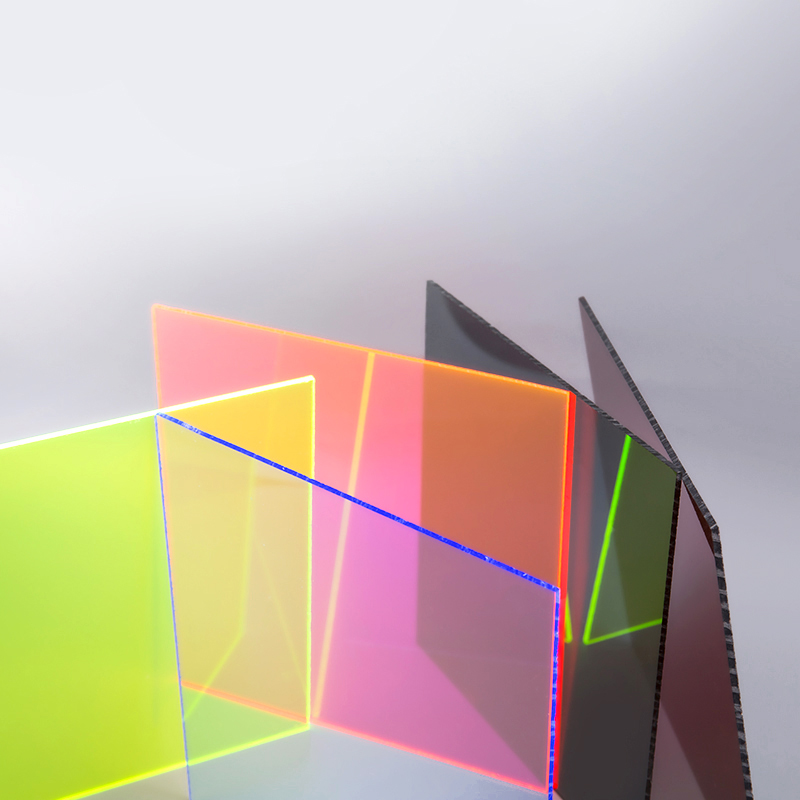
Materialauswahl: für vielschichtige gemusterte Glitzer farbenfrohe Acrylblätter , hochwertige Acrylblätter sollten als Grundmaterial verwendet werden. Hangzhou Oleg International Trade Co., Ltd erstellt transparente Acrylschichtmaterialien, die winzige farbige Glitzer entsprechend den Entwurfsanforderungen enthalten, sowie andere funktionelle Acrylmaterialien, die für die mittleren oder unteren Schichten wie Acryl mit differenzierten Farben, Transparenz oder speziellen optischen Eigenschaften verwendet werden können.
Oberflächenbehandlung: Vor der Laminierung muss die Oberfläche des Acrylblechs behandelt werden, um die Haftung der Oberfläche zu verbessern. Häufige Behandlungsmethoden umfassen chemische Behandlung, physikalisches Schleifen usw. Chemische Behandlung können spezifische Reinigungsmittel oder Tenside verwenden, um Verunreinigungen wie Öl, Staub usw. auf der Oberfläche des Blechs zu entfernen, während die Oberfläche aktiv wird, was der anschließenden Klebstoffadhäsion förderlich ist. Das physikalische Schleifen besteht darin, die Oberfläche des Blattes mechanisch zu rauen, die Oberfläche zu erhöhen, wodurch die Kontaktfläche zwischen Klebstoff und Blatt erhöht und die Bindungskraft verbessert wird. Zum Beispiel können Sie Sandpapier oder Mühle verwenden, um die Oberfläche des Acrylblechs leicht zu polieren. Achten Sie jedoch darauf, übermäßiges Polieren zu vermeiden, das ungleichmäßige Oberflächen verursacht oder das Blatt beschädigt.
Zusammengesetzter Prozess
Kleberauswahl: Die Auswahl des richtigen Klebers ist der Schlüssel, um die feste Bindung von mehrschichtigen Acrylblättern zu gewährleisten. Im Allgemeinen umfassen die Klebstoff, die üblicherweise für die Bindung von Acrylblättern verwendet werden, Acrylkleber, Silikonkleber und Epoxidharzkleber. Acrylkleber haben die Vorteile einer schnellen Härtungsgeschwindigkeit, einer hohen Bindungsfestigkeit und einer guten Transparenz. Sie können in relativ kurzer Zeit eine anfängliche Fixierung und schnelle Positionierung von Acrylblättern erreichen und sind für Teile geeignet, für die schnelle Prototypen in mehrschichtigen Strukturen erforderlich sind. Silikonkleber weisen eine gute Flexibilität und Wetterbeständigkeit auf, können sich an die thermische Ausdehnung und Kontraktion von Acrylblättern unter verschiedenen Umgebungsbedingungen anpassen und die durch Temperaturänderungen verursachten Zwischenschichtrisse verringern. Sie werden häufig in Outdoor-Anwendungen oder Produkten verwendet, die eine hohe Wetterresistenz oder eine langfristige Verwendung erfordern. Epoxidharzkleber hat eine extrem hohe Bindungsfestigkeit, eine gute Bindungsleistung für verschiedene Materialien und eine gute chemische Korrosionsresistenz und Isolationsleistung. Es eignet sich für mehrschichtige Acrylblechverbundwerkstoffe mit hohen Anforderungen an die strukturelle Festigkeit und Stabilität. Während des Produktionsprozesses wählt Hangzhou Oleg International Trade Co., Ltd eine geeignete Klebstoff- oder Kleberkombination aus, um eine feste Bindung zwischen den Schichten gemäß den spezifischen Anwendungsszenarien und Leistungsanforderungen des Produkts sicherzustellen. Zum Beispiel kann für dekorative Zeichen und Ereignisdekorationen für mehrschichtige gemusterte Blitzfarbe Acrylblätter verwendet werden, und es kann vorgezogen werden, dass Acrylatkleber die Anforderungen der schnellen Produktion und gute visuelle Effekte entspricht. Während für Acrylblechverbundwerkstoffe in Leuchten im Freien und LED-Paneele, können Silikonkleber oder Epoxidharzkleber in Betracht gezogen werden, um langfristige Stabilität und Zuverlässigkeit sicherzustellen.
Klebemethode: Nach der Bestimmung des Klebstoffs ist es erforderlich, eine geeignete Klebstoffbeschichtungsmethode zu verwenden, um den Klebstoff auf der Oberfläche des Acrylblatts gleichmäßig anzuwenden. Zu den gängigen Kleberbeschichtungsmethoden gehören Bürsten, Sprühen, Schabeln und Rollen. Das Bürsten ist eine einfache und einfache Methode, die zum Kleben kleiner Bereiche oder unregelmäßig geformte Bretter geeignet ist. Sie kann jedoch eine ungleiche Klebstoffanwendung verursachen und den Bonding -Effekt beeinflussen. Das Sprühen kann eine gleichmäßigere Verteilung des Klebstoffs erreichen, die zum Kleben großer Bereiche von Brettern geeignet ist. Es erfordert jedoch professionelle Sprühgeräte und Betriebsfähigkeiten, und die Kontrolle des Drucks, der Durchflussrate und des Abstands des Sprühens, um übermäßiges Sprühen oder Absetzen des Klebstoffs zu vermeiden. Kratzen und Rollen werden üblicherweise auf einigen automatisierten Produktionslinien Klebenverfahren verwendet. Durch die Verwendung eines Schabers oder einer Walze, um den Klebstoff gleichmäßig auf die Oberfläche der Platine aufzutragen, können die Menge und Dicke des Klebers genau kontrolliert werden, um die Produktionseffizienz und die Verbindungsqualität zu verbessern. In der Zusammensetzung von mehrschichtigen strukturierten strukturierten Flash-Farb-Acryl-Boards wird die entsprechende Klebemethode normalerweise gemäß Größe, Form und Produktionsskala der Platine ausgewählt. Beispielsweise können für Acrylplatten mit einer Standardgröße von 1250 x 2450 mm automatische Schablonen oder Rollgeräte zum Kleben in der groß angelegten Produktion verwendet werden, um die Gleichmäßigkeit und Konsistenz des Klebers zu gewährleisten. Während für einige maßgeschneiderte Produkte oder Probenproduktion möglicherweise Sprühen oder Bürsten für einen flexiblen Betrieb verwendet werden.
Verbindungsbetrieb: Nachdem der Kleber angewendet wurde, sind die vorbereiteten Schichten von Acrylblättern genau gemäß den Entwurfsanforderungen ausgerichtet und verschärft. Für Acrylblätter mit gemusterten Flash -Farbschichten ist es erforderlich, dass der Farbglitter gleichmäßig verteilt ist und das Muster den Entwurfsanforderungen erfüllt. Während des Verbundprozesses muss eine bestimmte Menge an Druck ausgeübt werden, damit der Kleber die Lücken zwischen den Schichten vollständig füllen und Luftblasen ausschließen kann, um die Dichtheit der Bindung zu gewährleisten. Der Druck kann durch mechanischer Druck, Vakuumdruck oder heißes Pressen ausgeübt werden. Der mechanische Druck besteht darin, einen gleichmäßigen Druck auf das Verbundblech auszuüben, indem ein Druck oder eine Klemme verwendet wird, damit die Schichten fest passen. Der Vakuumdruck besteht darin, den atmosphärischen Druck zu verwenden, um die Blätter unter einer Vakuumumgebung zusammenzudrücken. Diese Methode kann die Luft zwischen den Schichten effektiv ausschließen und die Verbindungsqualität verbessern. Heißes Drücken besteht darin, das Blatt zu erhitzen und gleichzeitig den Druck ausüben, um den Härtungsprozess des Klebstoffs zu beschleunigen und die Bindungsfestigkeit zu verbessern. Das heiße Drücken erfordert jedoch die Kontrolle der Temperatur- und Druckparameter, um eine Verformung des Acrylblechs oder die Alterung des Klebers aufgrund übermäßiger Temperatur zu vermeiden. In der tatsächlichen Produktion wählt Hangzhou Oleg International Trade Co., Ltd den geeigneten Laminierungsdruck und die entsprechende Methode gemäß den Merkmalen des Klebers, des Materials und der Dicke des Acrylblechs und den Qualitätsanforderungen des Produkts aus. Zum Beispiel kann für dünnere Acrylblätter (z. Während für einige Produkte, die eine schnelle Aushärtung und hochfeste Bindung erfordern, kann ein heißes Pressen verwendet werden, kombiniert mit präziser Temperatur und Druckregelung, um einen guten Laminierungseffekt zu erzielen.
Heilung und Nachbearbeitung
Aushärtungsprozess: Nach Abschluss der Laminierung muss der Kleber geheilt werden, um die endgültige Bindungsstärke zu erreichen. Verschiedene Arten von Klebstoff haben unterschiedliche Aushärtungsmethoden und Zeiten. Acrylkleber können normalerweise bei Raumtemperatur schnell heilen und im Allgemeinen innerhalb von Minuten bis Stunden eine hohe Bindungsfestigkeit erreichen. Um jedoch sicherzustellen, dass der Kleber vollständig geheilt ist, muss er möglicherweise für einen bestimmten Zeitraum (z. B. etwa 24 Stunden) gelassen werden. Die Aushärtungszeit von Silikonkleber und Epoxidharzkleber ist relativ lang, und es kann erforderlich sein, unter bestimmten Temperatur- und Feuchtigkeitsbedingungen zu heilen, z. B. bei einem Ofen bei 50-80 ° C für mehrere Stunden oder sogar länger. Die spezifischen Härtungsbedingungen sollten gemäß der Formel des Klebstoffs und der Produktanforderungen bestimmt werden. Während des Aushärtungsprozesses sollte die Umgebung sauber und stabil gehalten werden, um Staub, Vibrationen und andere Faktoren zu vermeiden, die den Bonding -Effekt beeinflussen.
Nachbearbeitung: Nach Abschluss der Aushärtung muss das zusammengesetzte, mehrschicht gemusterte Glitzer-Bunt-Acryl-Blatt postbearbeitet werden, um die Qualität und Leistung des Produkts zu verbessern. Der Nachbearbeitungsprozess umfasst Kantentrimmen, Oberflächenpolieren, Qualitätsinspektion und andere Verbindungen. Die Kantentrimmung besteht darin, die Kante des Verbundblatts durch Schneiden oder Mahlen zu verflachten, überschüssige Kleber und Grat zu entfernen und die dimensionale Genauigkeit und die Qualität des Produkts den Anforderungen zu erfüllen. Das Oberflächenpolieren besteht darin, die Oberfläche des Blattes fein zu mahlen und zu polieren, um seine Helligkeit und Glätte wiederherzustellen, insbesondere für Acrylblätter mit glänzender Oberflächenbehandlung, um sicherzustellen, dass keine Kratzer, Blasen und andere Defekte auf der Oberfläche vorhanden sind, um einen guten visuellen Effekt zu erzielen. Qualitätsinspektion ist ein wichtiger Bestandteil des Nachbearbeitungsprozesses. Durch visuelle Inspektion, optische Inspektion, mechanische Eigenschaftstests und andere Methoden werden das Aussehen, die Klingungsfestigkeit, die Transparenz, die Farb Gleichmäßigkeit und andere Indikatoren der Verbundscheibe getestet, um sicherzustellen, dass das Produkt den entsprechenden Standards und Kundenanforderungen entspricht. Bei nicht qualifizierten Produkten sollte eine rechtzeitige Analyse und Verarbeitung durchgeführt werden, um die Gründe herauszufinden und entsprechende Verbesserungsmaßnahmen zu ergreifen, um ähnliche Probleme in der späteren Produktion zu vermeiden.