Wie vermeiden Sie Defekte wie Blasen, Flussmarkierungen und Verformungen im Produktionsprozess von goldenen Acrylblättern?
(I) Blasen vermeiden
Rohstoffkontrolle
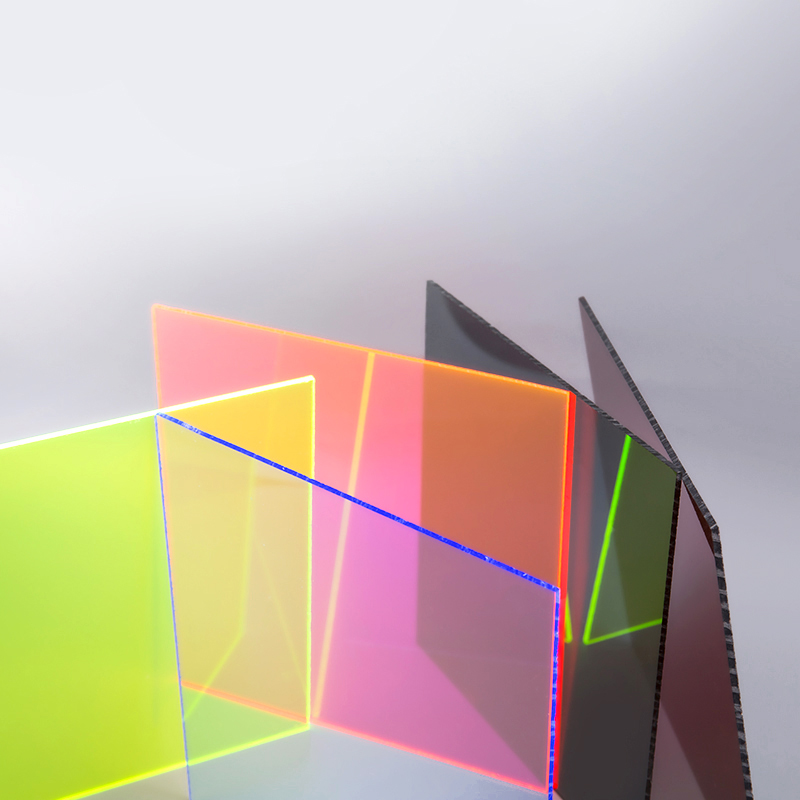
Goldenes Acrylblech Materialien enthalten winzige Gold -Pailletten, um einen luxuriösen Effekt zu erzielen, und die Qualität der Rohstoffe wirkt sich direkt auf die Erzeugung von Blasen aus. Beim Kauf von Rohstoffen werden Lieferanten streng untersucht, um sicherzustellen, dass die verwendeten Acrylrohstoffe von hoher Reinheit und wenigen Verunreinigungen sind. Für die Additive von Gold -Pailletten wird auch strenge Tests durchgeführt, um sicherzustellen, dass sie eine gute Kompatibilität mit Acrylrohten aufweisen. Beispielsweise werden vor jeder Stapel von Rohstoffen die Fabrik gelangen, Abtastung und Tests werden durchgeführt, und wichtige Indikatoren wie Feuchtigkeitsgehalt und Molekulargewichtsverteilung in den Rohstoffen werden durch professionelle chemische Analyseinstrumente getestet. Nur Rohstoffe, die strenge Standards erfüllen, können in die Produktionsverbindung eintreten und die Möglichkeit von Blasen verringern, die durch Rohstoffprobleme aus der Quelle verursacht werden.
In Bezug auf die Lagerung von Rohmaterial ist ein spezielles Lager für konstante Temperatur und Luftfeuchtigkeit eingerichtet. Acryl Rohstoffe sind empfindlich gegenüber Umweltfeuchtigkeit. Übermäßige Luftfeuchtigkeit kann dazu führen, dass die Rohstoffe Feuchtigkeit absorbieren, und die Feuchtigkeit wird erhitzt und verdampft, um während des Verarbeitungsprozesses Blasen zu bilden. Das Lagerhaus ist mit fortgeschrittenen Temperatur- und Feuchtigkeitskontrollanlagen ausgestattet, um die Temperatur bei 25 ℃ ± 2 ℃ und die Luftfeuchtigkeit bei 40%± 5%zu kontrollieren, um sicherzustellen, dass die Rohstoffe während der Lagerung immer in gutem Zustand sind.
Produktionsprozessoptimierung
Im Gussprozess von Acrylblättern wird ein Vakuumentgasungsprozess verwendet. In der Rohstoffmischstufe werden die gemischten Materialien in eine Vakuumumgebung gelegt und die Luft in den Materialien wird von einer Vakuumpumpe extrahiert. Durch die präzise Kontrolle des Vakuumgrades und der Entgasungszeit erreicht der Vakuumgrad im Allgemeinen -0,095 mPa auf -0,1 mPa und die Entgasungszeit wird von 30 Minuten bis 2 Stunden gemäß der Materialmenge und der Leistung der Materialmenge und der Ausrüstung gesteuert, die die Blasenkern im Material wirksam entfernen kann. Beispielsweise werden in groß angelegten Produktionsanlagen der Vakuumgrad und die Entgasungszeit in Echtzeit von einem automatisierten Steuerungssystem überwacht, um die Stabilität und Konsistenz des Entgasungsprozesses sicherzustellen.
In der Injektionsformphase werden die Injektionsformparameter optimiert. Zu schnell kann eine Injektionsformgeschwindigkeit leicht Luft in das Material gezogen werden, um Blasen zu bilden. Daher hat das technische Team des Unternehmens die optimale Injektionsformgeschwindigkeitskurve für goldene Acrylblätter nach einer großen Anzahl von Experimenten ermittelt. Zu Beginn des Injektionsformens wird eine niedrigere Einspritzgeschwindigkeit verwendet, damit das Material die Schimmelpilzhöhle langsam füllt und die Wahrscheinlichkeit, dass die Luft eingezogen wird, langsam füllt. Da der Hohlraum allmählich gefüllt wird, wird die Einspritzgeschwindigkeit angemessen erhöht, um sicherzustellen, dass das Material den gesamten Hohlraum schnell füllen kann. Gleichzeitig werden der Einspritzdruck und die Haltezeit genau kontrolliert, um die Schrumpfung des Materials und die Erzeugung von Blasen aufgrund unzureichender Druck oder zu kurzer Haltestand zu vermeiden.
Wartung und Reinigung von Geräten
Die Sauberkeit der Produktionsausrüstung hat auch einen wichtigen Einfluss auf die Erzeugung von Blasen. Nach dem Ende der Produktion täglich werden die Injektionsformmaschine, Schimmel und andere Geräte gründlich gereinigt. Verwenden Sie spezielle Reinigungsmittel und Reinigungswerkzeuge, um die Restmaterialien auf der Oberfläche und in der Ausrüstung zu entfernen. Bei Formen, regelmäßiger Demontage und Reinigung, insbesondere den Läufern, Toren und anderen Teilen der Form, um sicherzustellen, dass keine Materialansammlung und Verunreinigungen verbleiben. Beispielsweise kann die Verwendung von Ultraschallreinigungsgeräten zum tiefgreifenden Reinigungsgerät winzige Partikel und Schmutz effektiv entfernen, die auf der Schimmelpilzoberfläche schwer zu reinigen sind, wodurch verhindert wird, dass diese Verunreinigungen während des Produktionsprozesses zum Kern der Blasen werden.
Unterhalten Sie die Ausrüstung regelmäßig und überprüfen Sie die Versiegelungsleistung der Ausrüstung. Wenn es ein Problem mit der Versiegelungsleistung des Fass-, der Schrauben- und der Teilungsfläche der Injektionsformmaschine gibt, kann die Luft leicht in das Material gelangen und Blasen erzeugen. Die Techniker überprüfen und ersetzen die Dichtungen der Geräte in regelmäßigen Abständen, um sicherzustellen, dass die Geräte während des Produktionsprozesses immer einen guten Versiegelungszustand aufrechterhalten.
(Ii) Flussmarkierungen vermeiden
Optimierung des Schimmeldesigns
Die Form ist einer der Schlüsselfaktoren, die die Qualität des Acrylblechformes beeinflussen. Das Läuferdesign der Form nimmt ein ausgewogenes Läufersystem an, um sicherzustellen, dass das Material gleichmäßig in jeden Hohlraum der Form gefüllt werden kann. Die Querschnittsform und Größe des Läufers werden genau berechnet und im Allgemeinen wird ein Trapez- oder kreisförmiger Querschnitt verwendet. Der Läuferdurchmesser liegt je nach Produktgröße und Injektionsvolumen zwischen 6 mm und 12 mm. Zum Beispiel wird für groß angelegte goldene Acrylblechformen, wenn ein Multi-Cavity-Design eingesetzt wird, der Fluss des Materials im Läufer durch die CAE-Simulationsanalyse-Software simuliert, und das Läuferlayout wird optimiert, um die Strömungsgeschwindigkeit und die Druckverteilung des Materials in jeder Hohlraumuniform zu erzeugen, wodurch die Erzeugung der Flussmarke die Erzeugung der Flussmarke reduziert.
Das Gate -Design der Form ist ebenfalls von entscheidender Bedeutung. Wählen Sie nach Form, Größe und Aussehen des Produkts den entsprechenden Gate -Typ aus. Für goldene Acrylblätter mit hohen Anforderungen an die Oberfläche werden normalerweise Punkttore oder latente Tore verwendet. Point Gates ermöglichen es, die Materialien mit höherer Geschwindigkeit in den Hohlraum zu betreten, die Gate -Markierungen zu reduzieren und die Durchflussrichtung der Materialien zu steuern. Latente Tore können das Tor automatisch abschneiden, wenn das Produkt abgesetzt wird, um zu vermeiden, dass offensichtliche Tornarben auf der Oberfläche des Produkts bleiben. Die Position und die Anzahl der Tore sind sorgfältig gestaltet, und der beste Ort wird durch Simulationsanalyse bestimmt, so dass das Material den Hohlraum reibungslos füllen und durch die durch schlechte Materialkonvergenz verursachte Strömungsmarkierungen vermeiden kann.
Einstellung des Injektionsformprozesses
Die Injektionsformtemperatur hat einen direkten Einfluss auf die Fluidität des Materials, was wiederum die Erzeugung von Durchflussmarkierungen beeinflusst. Der optimale Injektionsformtemperaturbereich für goldene Acrylblätter wurde durch Experimente bestimmt. Im Allgemeinen wird die Injektionsformtemperatur zwischen 210 ℃ und 230 ℃ gesteuert. Innerhalb dieses Temperaturbereichs weisen Acrylmaterialien eine gute Fluidität auf, können den Schimmelpilzhöhle gleichmäßig füllen und die durch schlechten Materialströmungen verursachten Flussmarkierungen reduzieren. Gleichzeitig wird während des Produktionsprozesses die Temperatur jedes Abschnitts des Laufs in Echtzeit über das Temperaturregelsystem der Injektionsformmaschine überwacht und eingestellt, um die Temperaturstabilität sicherzustellen.
Stellen Sie die Koordination des Injektionsformdrucks und der Geschwindigkeit ein. Während des Injektionsformprozesses beeinflussen Änderungen des Injektionsformdrucks und der Geschwindigkeit den Flusszustand des Materials im Hohlraum. Das technische Personal des Unternehmens formuliert angemessene Einspritzdruck- und Geschwindigkeitskurven gemäß der tatsächlichen Situation des Produkts. In der frühen Füllungsphase werden eine niedrigere Einspritzgeschwindigkeit und ein geeigneter Einspritzdruck verwendet, damit das Material langsam und reibungslos in die Hohlraum eindringt, wodurch der Hochgeschwindigkeitseinfluss des Materials auf die Schimmelpilzhöhlenwand zur Herstellung von Strahlmarkierungen vermieden wird. Wenn der Hohlraum allmählich gefüllt ist, wird die Einspritzgeschwindigkeit angemessen erhöht, und der Einspritzdruck wird gleichzeitig eingestellt, um sicherzustellen, dass das Material den gesamten Hohlraum schnell füllen kann, und im Druckstufe des Drucks durch angemessene Druckregelung kann das Material die durch Abkühlung und Verringerung des Aussehens von Flussmarkierungen verursachten Volumenänderungen vollständig ausgleichen.
Schimmeloberfläche Behandlung
Das Finish der Formoberfläche hat einen großen Einfluss auf die Oberflächenqualität des goldenen Acrylblechs. Fortgeschrittene Poliergeräte und -technologie werden verwendet, um die Rauheit der Formoberfläche auf zwischen RA0.01 & mgr; M und RA0.05 μm zu reduzieren. Die glatte Formoberfläche kann den Material während des Prozesses reibungsloser machen, die Reibung zwischen Material und Formoberfläche verringern und somit die Möglichkeit von Strömungsmarkierungen verringern. Zum Beispiel wird für die Kern- und Hohlraumoberfläche der Form der Diamantpaste -Polierprozess verwendet. Nach mehreren Prozessen des Feinpolierens erreicht die Formoberfläche einen Spiegeleffekt, der die Oberflächenqualität des Produkts effektiv verbessert.
Kontrollieren Sie bei der Anwendung des Freisetzungsmittels auf die Formoberfläche die Beschichtungsmenge und Gleichmäßigkeit streng. Die Hauptfunktion des Freisetzungsmittels besteht darin, das Produkt reibungslos zu unterstützen. Wenn es jedoch nicht ordnungsgemäß angewendet wird, kann es Flussmarken verursachen. Das Unternehmen verwendet professionelle Veröffentlichungsmittel Sprühgeräte, um sicherzustellen, dass das Freisetzungsmittel gleichmäßig auf der Formoberfläche beschichtet wird, indem er den Sprühdruck, die Durchflussrate und die Sprühzeit genau steuert. Wählen Sie gleichzeitig ein Freisetzungsmittel mit ausgezeichneter Qualität und guter Kompatibilität mit dem goldenen Acrylblatt aus, um zu vermeiden, dass der Freisetzungsmittel während des Materialflussprozesses nachteilige Auswirkungen hat.
(Iii) Verformung vermeiden
Produktstruktur Designoptimierung
Für goldene Acrylblätter in großem Umfang ist die Rippenstruktur vernünftig gestaltet. Das Layout und die Größe der Rippen werden genau berechnet, was nicht nur die Stärke des Produkts verbessern kann, sondern auch effektiv verhindern kann, dass das Produkt während des Formprozesses ungleichmäßig schrumpft. Zum Beispiel werden bei der Gestaltung eines großen goldenen Acryldekorationsfeldes für das luxuriöse Innenarchitektur eine bestimmte Anzahl und Höhe der Verstärkungsrippen gleichmäßig auf der Rückseite des Panels entsprechend der Größe und Nutzungsszenario des Panels gleichmäßig verteilt. Die Höhe der Verstärkungsrippen liegt im Allgemeinen zwischen 3 mm und 5 mm und die Breite zwischen 2 mm und 3 mm. Durch dieses strukturelle Design wird die Starrheit des Produkts verbessert und das Deformationsrisiko verringert.
Steuern Sie die Gleichmäßigkeit der Wandstärke des Produkts. Eine ungleichmäßige Wandstärke ist einer der Hauptgründe für die Verformung von Acrylplatten. Versuchen Sie beim Entwerfen von Produkten, um die Wandstärke des Produkts konsistent zu halten. Vermeiden Sie für einige Produkte mit speziellen Formen plötzliche Änderungen der Wandstärke durch angemessenes Übergangsdesign. In der Schimmelpilzstufe wird die Wandstärke des Produkts mithilfe der CAE -Simulationsanalyse -Software optimiert und analysiert, um sicherzustellen, dass die Gleichmäßigkeit der Wandstärke den besten Zustand erreicht und gleichzeitig die funktionalen Anforderungen des Produkts entspricht. Zum Beispiel wird für einen goldenen Acryl-Anzeigebuch mit einer speziellen Struktur die Form des Formkerns und der Hohlraum während des Designs eingestellt, um die Wandstärke des Produkts in jedem Teil innerhalb von ± 0,2 mm zu steuern, wodurch die Möglichkeit der Verformung effektiv verringert wird.
Optimierung des Injektionsformprozesses
Das Design und die Kontrolle des Kühlsystems haben einen wichtigen Einfluss auf die Verformung des goldenen Acrylpanels. Ein effizientes Kühlsystem ist in der Form ausgelegt. Das Layout des Kühlwasserkanals ist sorgfältig geplant, um sicherzustellen, dass alle Teile der Form gleichmäßig abgekühlt werden können. Der Durchmesser des Kühlwasserkanals liegt im Allgemeinen zwischen 8 mm und 12 mm. Durch angemessene Anordnung und Verteilung wird die Temperaturdifferenz auf der Formoberfläche innerhalb eines geringen Bereichs gesteuert. Beispielsweise wird in großen Injektionsformen eine zirkulierende Kühlmethode angewendet, um die Kühlwasserflussrate und die Wassertemperatur zu kontrollieren, sodass die Form während des Injektionsprozesses gleichmäßig abgekühlt werden kann. Die Kühlwasserflussrate wird im Allgemeinen zwischen 1,5 m/s und 2,5 m/s kontrolliert, und die Wassertemperatur wird zwischen 20 ° C und 30 ° C gesteuert, so dass das Produkt während des Kühlprozesses gleichmäßig schrumpfen und die Verformung verringern kann.
Optimieren Sie den Haltevorgang. Die Wahl des Haltezeit und des Drucks hängt direkt mit der Schrumpfung und Deformation des Produkts zusammen. Durch Experimente und Simulationsanalyse hat das Unternehmen die optimalen Halteparameter für goldene Acrylblätter unterschiedlicher Größen und Dicken ermittelt. Während der Haltestufe wird der Haltedruck allmählich reduziert, um eine übermäßige Kompression des Produkts aufgrund von übermäßigem Druck zu vermeiden, der nach dem Demolding eine Rückprallverformung verursacht. Gleichzeitig wird die Haltezeit vernünftig gesteuert, um sicherzustellen, dass das Produkt vollständig abgekühlt und in der Form geformt ist. Im Allgemeinen liegt die Haltezeit zwischen 10 und 30 Sekunden entsprechend der Dicke des Produkts. Zum Beispiel wird für ein goldenes Acrylblech mit einer Dicke von 3 mm die Haltezeit auf etwa 15 Sekunden eingestellt und der Haltedruck am Anfang auf 60% bis 70% des Einspritzdrucks eingestellt und während des Haltevorgangs allmählich auf 30% bis 40% reduziert.
Nachbearbeitungsprozess
Die ordnungsgemäße Nachbearbeitung des geformten goldenen Acrylblechs kann die Verformung weiter verringern. Legen Sie das Produkt in einen Ofen auf eine bestimmte Temperatur und halten Sie es für einen bestimmten Zeitraum bei einer bestimmten Temperatur, um die Spannung im Produkt freizusetzen. Die Wärmeeinstellungstemperatur wird im Allgemeinen von 10 ° C bis 20 ℃ unter der Glasübergangstemperatur von Acryl gesteuert, dh zwischen 100 ° C und 110 ° C, und die Haltezeit variiert je nach Dicke und Größe des Produkts zwischen 30 Minuten und 2 Stunden. Zum Beispiel kann für ein 4 -mm -dickes goldenes Acrylblech in einem Ofen bei 105 ° C für 1 Stunde die Restspannung innerhalb des Produkts effektiv beseitigt und das Risiko einer Verformung verringert.
Ergreifen Sie während der Produktverpackung und des Transports geeignete Schutzmaßnahmen. Verwenden Sie maßgeschneiderte Verpackungsmaterialien wie Schaumstoffplatten, Blasenfilme usw., um das goldene Acrylblech in Schichten zu verpacken, um sicherzustellen, dass das Produkt während des Transports nicht durch externe Kräfte gepresst und kollidiert wird. Berücksichtigen Sie gleichzeitig beim Entwerfen der Verpackung die Form und Größe des Produkts, ordnen Sie die Platzierung des Produkts vernünftig an und vermeiden Sie eine Verformung, die durch gegenseitiges Drücken der Produkte in der Verpackung verursacht wird. Verwenden Sie beispielsweise für ein goldenes Acrylblech mit einer Standardgröße von 1250 x 2450 mm eine speziell entwickelte Holzverpackungsbox und stellen Sie angemessene Unterstützungs- und Polstermaterialien in der Box ein, um die Integrität des Produkts während des Ferntransports zu gewährleisten. . .